Зуборезный (долбежный) станок — агрегат, предназначенный для нарезания зубьев на колесах цилиндрического типа и обработки зубчатых секторов конструкций внешнего и внутреннего зацепления, с винтовым, косым либо прямым зубом.
В данной статье представлены зубодолбежные станки. Мы изучим их конструкцию и принцип работы, рассмотрим наиболее распространенные модели и дадим рекомендации по настройке данного оборудования.
1 Область применения и принцип работы
С помощью зубодолбежных станков можно выполнить нарезку шевронного либо червячного колеса прямозубого или косозубого типа. Функциональность агрегатов расширяется при их комплектации специальным устройством — фрезой дискового либо пальцевого типа, которая позволяет нарезать любые типы колес с внутренним зацеплением. При этом дисковая фреза является многофункциональной, установив ее можно не только обрабатывать зубья, но и выполнять прорезку внутренней плоскости детали.
Современные зубодолбежные станки позволяют с высокой точностью формировать зубья на колесах минимального размера (до 12 мм включительно), при этом посредством червячной фрезы может быть нанесено до 30 модулей, до 40 — дисковой фрезой, и до 75 — пальцевым долбяком. Если же агрегат оснащен системой реверсного хода, то нарезать зубья можно даже на колесах с закрытым углом шеврона.
Основным рабочим инструментом зубодолбежного станка является долбяк — жестко зафиксированное зубчатое колесо, одна сторона которого крепится к несущей раме станка, а вторая контактирует с обрабатываемой заготовкой и с помощью режущей кромки, изготовленной из высокотвердого сплава, формирует на ней зубья.

Зубья на заготовках нарезаются по технологии обкатки, при этом профиль выступов на долбяке может не соответствовать с требуемой конфигурацией профиля детали. Это позволяет посредством одного и того же долбяка нарезать заготовки с отличающимся количеством зубьев.
Перед началом работы зуборезный станок всегда обкатывается. Суть обкатки заключается в подборе правильного соотношения зубьев рабочего инструмента по отношению к профилю заготовки. В процессе обкатки деталь и долбяк вращаются каждый вокруг своих осей, при это при нарезке внешних колес вращение разностороннее, внутренних — одностороннее.

При нарезке долбяку сообщаются не только вращательное, но и поступательное движение, благодаря которому профилированная кромка долбяка вырезает (долбит) зубья на контактирующей с ней кромке заготовки. В самом начале нарезки установить добляк на требуемую глубину невозможно из-за высокого сопротивления металла, поэтому рабочий инструмент врезается в заготовку последовательно, вследствие радиальной подачи, тем самым увеличивая глубину зубьев.
По завершению полного цикла рабочего хода, чтобы зубья долбяка и кромка детали не терлись между собой во время прокручивания колеса в исходное положение, фиксирующий заготовку рабочий стол отодвигается. Также существуют агрегаты, в которых заготовка остается неподвижной, а перемещается сам долбяк.
1.1 Зубодолбежный станок в работе (видео)
1.2 Особенности конструкции
Практически все современные зубодолбежные станки имеют вертикальную компоновку. Основными конструктивными узлами агрегата являются:
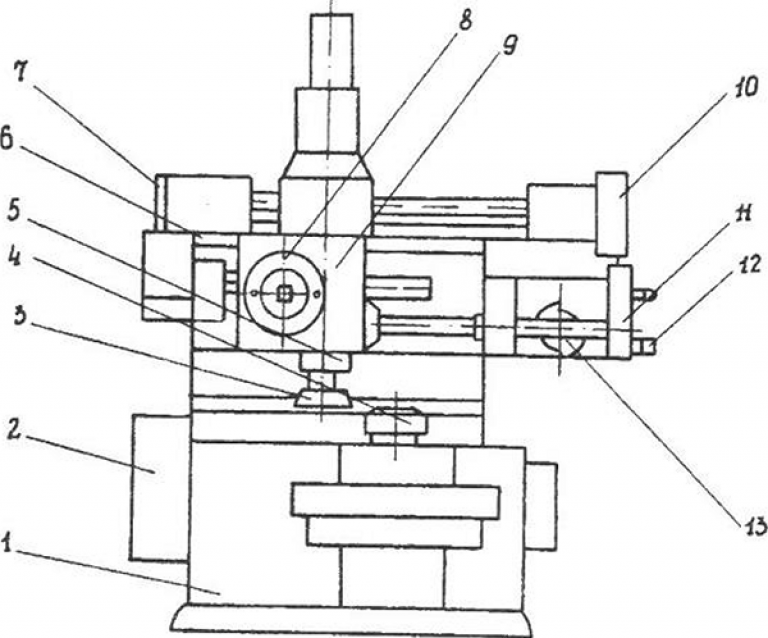
- Станина.
- Гитара обкатки.
- Шпиндель, в котором зафиксирован долбяк.
- Рабочий стол, в котором крепится заготовка.
- Штоссель.
- Направляющая суппорта.
- Гитара (круговая подача).
- Рычаг установки глубины врезания.
- Долбежный суппорт.
- Гитара (радиальная подача).
- Механизм врезки.
- Механизм привода кулачка.
- Кулачок врезания.
Кинематическую схема оборудования данного типа рассмотрим на примере станка 5М14. Она состоит из четырех основных цепей — главного движения, радиальной подачи, обкатки и круговой подачи. За главную подачу отвечает электропривод, момент вращения от которого передается на шпиндель через клиноременную передачу и коробку скоростей.

Станок зубодолбежный 5М14 оснащается зубчатой коробкой скоростей, позволяющей получать 4 скорости хода рабочего инструмента. Регулировка скоростей выполняется посредством изменения положения шестерней коробки. Помимо основного двигателя в станке предусмотрено 3 вспомогательных привода, первый из которых отвечает за быстрого вращение рабочего стола, а от остальных работает гидропривод и насос системы охлаждения. Защита приводов от перегрузки обеспечивается встроенными тепловыми реле класса PTI-PТ4.
2 Распространенные модели оборудования
Зуборезный станок 5М14, конструкцию которого мы рассмотрели в предыдущем разделе статьи, являлся одним из наиболее востребованных долбежных агрегатов во времена СССР, используется он в машиностроительной промышленности и по сей день.
В базовой комплектации станок зубодолбежный 5М14 может выполнять нарезку прямозубых колес цилиндрического типа, однако изготовленное по спецзаказу оборудование оснащалось винтовыми направляющими, позволяющими нарезать винтовые зубья.

Рассмотрим технические характеристики данного агрегата:
- диаметры обрабатываемых колес — от 20 до 500 мм;
- максимальная ширина нарезаемых зубьев: при наружном зацеплении — 105 мм, при внутреннем — 75 мм;
- диапазон нарезаемых модулей — от 2 до 6 мм;
- угол наклона зубьев — до 23 градусов;
- ход штросселя — до 125 мм;
- расстояние шпиндель-стол — до 350 мм;
- количество двойных ходов долбяка — 400, 265, 179 и 124 мм.
5М14 оснащен электроприводом мощностью 2800 Вт. Данная модель является крупногабаритным стационарным оборудованием, имеющим размеры 180*135*220 см и вес 3.5 тонн. В качестве ее аналога можно рассматривать зубодолбежный станок 5140, имеющий схожие характеристики и функциональные возможности, который отличается увеличенным до 8 мм модулем нарезаемого колеса.

Среди компактных моделей выделим зуборезный станок 5В12. Как и рассмотренные выше агрегаты он произведен на Корсунь-Шевченковском станкостроительном заводе. Это высокопроизводительное устройство, способное без смены комплектации нарезать прямые и косые зубья на колесах цилиндрического типа с внутренним и наружным зацеплением.
Данная модель отличается сравнительной простотой настройки, что позволяет использовать ее в сфере мелкосерийного производства. Станок является полностью автоматизированным в пределах 1-го рабочего цикла. Рассмотрим функциональные возможности 5В12:
- диаметры обрабатываемых колес — от 12 до 208 мм;
- максимальная ширина нарезаемых зубьев: при наружном зацеплении — 50 мм, при внутреннем — 30 мм;
- диапазон нарезаемых модулей — от 2 до 4 мм;
- ход штросселя — до 50 мм;
- максимальное продольное перемещение суппорта — 50 мм;
- расстояние шпиндель-стол — до 140 мм;
- количество двойных ходов долбяка — 600, 425, 315 и 200 мм.
5В12 комплектуется электроприводом мощностью 2200 Вт. Вес станка составляет 1.95 тонн, размеры — 132*94*182 см.
Назначение станка. Станок предназначен для чистового и чернового нарезания конических зубчатых колес с круговыми зубьями, гипоидных колес и шестерен полуобкатных передач на скоростных режимах с высокой степенью точности обработки.
Наиболее целесообразно применение станка в условиях массового и серийного производства.
Основные узлы станка. А-основание станины; Б - приводная коробка; В - стойка станины; Г - обкатная люлька; Д - вертикальный суппорт; Е - бабка изделия; Ж - сменные колеса гитары деления; 3 - поворотная плита; И - стол.
Движения в станке.
Движением резания является вращение резцовой головки.
Движение подачи - перемещение бабки с изделием в направлении резцовой головки.
Движением обкатки и деления является медленное вращение обрабатываемой заготовки и поворот обкатной люльки со шпинделем резцовой головки.
Механический отвод салазок бабки изделия является вспомогательным движением.
Принцип работы. Станок работает как по методу обкатки, так и по методу врезания.
Черновое нарезание зубьев производят методом врезания, при котором образование зубьев осуществляется путем постепенного приближения заготовки к инструменту. В этом случае величина обкатки берется очень малой, необходимой только для того, чтобы после каждого цикла инструмент попадал в соседнюю впадину. Быстрый подвод стола заменяется медленной рабочей подачей, при которой режущий инструмент (резцовая головка) постепенно врезается в заготовку. По достижении полной глубины впадины стол быстро отводится и обкатная люлька поворачивается в обратную сторону.
Метод обкатки используется при чистовом нарезании. При этом необходимо наличие двух движений; движения резания и движения обкатки. Обкаточное движение продолжается в течение всего времени, необходимого для обработки одной впадины. После этого заготовка отводится от инструмента, а люлька, несущая резцовую головку с инструментом, быстро поворачивается в обратном направлении до исходного положения. Заготовка при этом продолжает вращаться в ту же сторону, что и во время обработки. Благодаря этому за время холостого хода люльки заготовка успевает повернуться на определенное число зубьев.
Для нарезания на заготовке всех зубьев необходимо, чтобы они при каждом цикле поворачивались на целое число зубьев, не имеющее общих множителей с числом зубьев нарезаемого колеса. При несоблюдении этого условия инструмент после каждого цикла не будет попадать в новую впадину.
По окончании обработки всех впадин станок автоматически останавливается.
Наличие механизма модификации обкатки позволяет производить нарезание шестерен для полуобкатных передач, а также шестерен с большой длиной образующей начального конуса.
Конструктивные особенности. Отличительной особенностью является отсутствие реверсирования заготовки, непрерывный процесс деления заготовки и реверсирование обкатной люльки с помощью составного колеса. Время холостого хода не зависит от продолжительности цикла обработки.
Перемещение стола с обрабатываемой заготовкой, крепление заготовки на оправке в шпинделе бабки изделия и переключение фрикционной муфты осуществляются гидроприводом.
Кинематика станка. Привод главного движения – двигатель, передачи, сменные колёса a-b-c-d гитары скоростей, передачи, шпиндель.
Привод движения подач – вал от электродвигателя, гитара сменных колёс подачи a1-b1-c1-d1, передачи, барабан.
Привод движения обкатки – вал привода подач, передачи, гитара обката a2-b2-c2-d2, передачи, шпиндель бабки изделия.
Привод медленного вращения обкатной люльки – вал привода подач, передачи, гитара a3-b3-c3-d3, передачи, вращение люльки.
Станки зуборезные используются для нарезки колес для зубчатых передач цилиндрической формы. Они весьма распространены в отрасли машиностроения. Ведь станки отличаются производительностью, а также универсальностью. Кроме того они надежны и весьма точны.
Область применения зуборезных станков
Зуборезные станки позволяют без труда нарезать шевронные или червячные, прямозубые или косозубые колеса. А если в наличии есть дополнительные устройства, то можно с легкостью работать дисковыми или пальцевыми фрезами, летучими резцами, а кроме того можно нарезать любые колеса с внутренним зацеплением. Не исключен и переход от процесса обработки к предварительной прорезке заготовки с помощью дисковой фрезы, которая является высокопроизводительной.
Повышенная точность зуборезного станка получается из-за того, что в случае зубодолбления шестерней режущего типа происходит профилирование зубьевой впадины. Именно по этой причине погрешности внутри делительной цепи, а также погрешности вызванные окружным шагом зубьев долбяка, находящихся в зубодолбежном станке, и ошибки вращательной цепи - все это увеличивает погрешности обработки колеса.
Если проводится работа при помощи червячной фрезы по поверхности зубьев сбоку изделия - будут происходить цикличные повторения. Поэтому для любого элемента зубьев колеса характерно полное соответствие элементам всех других зубьев. А погрешность скапливается в зависимости от точности станка. Ошибки при работе с червячной фрезой негативно отражаются на качестве профиля колеса или основного шага. С помощью червячной фрезы возможна весьма точная нарезка зубчатого колеса.
Нынешние зуборезные станки позволяют располагать заготовку вертикально, что дает возможность точно нарезать зубья на колесах диаметром вплоть до 12 мм, а обработка с использованием червячной фрезы возможна вплоть до 30 модуля. В случае с установленной фрезы дискового типа - до 40 модуля, а с помощью пальцевой - даже 75 модуля. При наличии есть реверсового механизма, который встроен в станок в индивидуальном порядке, появляется возможность нарезать зубчатые колеса при помощи фрезы пальцевого типа даже с закрытым углом шеврона. Также эти станки можно оборудовать специальными насадками, которые могут обрабатывать венцы с зацеплением внутреннего типа до пятидесятого модуля, что достигается использованием пальцевых фрез.
Модификации зуборезных станков
Если есть необходимость произвести обработку шестерных валов, используют станки, в которых ось заготовки установлена горизонтально. Таким образом, обрабатываются прямые или косые, а также шевронные зубья.
Станки, которые работают долбяком-шестерней, не так популярны. Они не так универсальны, имеют небольшую производительную мощь и точность. Обычно такие зуборезные станки используют для нарезки шевронных передач с отсутствующей канавкой, в случае если пальцевая фреза не дает нужной точности.Шевронные зубья образуются при наличии 2-х копиров, а также 2-х долбяков косозубых, которые работают попеременно. На долбежной головке в таком случае закрепляется спец-приспособление для нарезки внутреннего зацепления в венцах.
А станки, которые работают долбаком-гребенкой, весьма точно делают нарезку колес и обеспечивают чистоту поверхности, прошедшей обработку. Но при нарезании ограниченная длина часто приводит к тому, что необходимо производить пересопряжение заготовки и инструмента. Бывает и такое, что весь процесс прерывается, а колесо снова возвращаются в начальное положение, а иногда это происходит с гребенкой. Все это будет длиться до тех пор, пока не нарежутся все необходимые зубья. Тем самым появляются некоторые погрешности.
Если подытожить все вышесказанное, то можно сделать вывод, что с червячной фрезой более точные, чем на гребенчатых или зубчатых.
Цена на зуборезные станки может быть совершенно разной. Все зависит от конкретной модели и функций. Но в среднем сумма на него варьирует в пределах 100000 рублей.
Для нарезания цилиндрических зубчатых колес применяются зубофрезерные и зубодолбежные станки. Наибольшее распространение в тяжелом машиностроении получили мощные универсальные зубофрезерные станки, обладающие высокой производительностью, широкой универсальностью, надежностью в работе и более высокой точностью по сравнению с зубодолбежными станками.
На этих станках можно нарезать червячной фрезой прямозубые, косозубые, шевронные и червячные колеса, а при наличии дополнительных устройств работать летучими резцами, пальцевыми и дисковыми фрезами и соответственно нарезать червячные, шевронные колеса и колеса с внутренним зацеплением. Возможность перехода от обкатки к единичному делению создает весьма благоприятное условие для предварительной прорезки заготовок высокопроизводительными дисковыми фрезами.
Более высокая точность зубофрезерования червячной фрезой объясняется тем, что при зубодолблении режущей шестерней впадины зубьев профилируются различными зубьями долбяка. Поэтому ошибка окружного шага зубьев долбяка в сочетании с ошибками делительной цепи зубодолбежного станка и цепи вращения инструмента увеличивают шаговые погрешности колеса.
При работе червячной фрезой боковая поверхность зубьев изделия будет образовываться конечным числом элементарных профилирующих резов фрезы, при этом на каждом зубе изделия будут циклично повторяться все профилирующие резы, таким образом, каждому элементу поверхности одного зуба колеса, образованному определенной режущей кромкой, будет соответствовать такой же элемент поверхности другого зуба изделия, образованного той же режущей кромкой рассматриваемого зуба фрезы. В этом случае накопленная погрешность окружного шага зависит от погрешностей зуборезного станка, так называемого кинематического эксцентрицитета, и погрешностей установки детали - установочного эксцентрицитета - и не зависит от погрешностей инструмента. Ошибки же червячной фрезы сказываются на отклонениях основного шага и профиля зубьев колеса.
Эти особенности образования зубьев червячной фрезой позволяют применять зубофрезерные станки для нарезания наиболее точных зубчатых колес, что и подтверждается практикой отечественного и зарубежного производства турбинных редукторов.
Относительно недавно производственные возможности зубообрабатывающих станков ограничивались диаметром нарезаемого колеса 5 м и нарезание более крупных деталей представляло сложную задачу. В настоящее время отечественное станкостроение выпускает зубофрезерные станки модели 5355С с вертикальным расположением оси заготовки для нарезания колес диаметром до 12 м, при этом производится обработка червячной фрезой до модуля 30, дисковой до модуля 40 и пальцевой до модуля 75. При наличии механизма реверса, который может встраиваться в станок по особому заказу, имеется возможность нарезать пальцевой фрезой колеса с закрытым углом шеврона. Станки также оборудуются головками для обработки венцов внутреннего зацепления пальцевыми фрезами с максимальным, модулем 50. Аналогичные станки выпускаются к зарубежными фирмами, в частности в Англии производятся станки для нарезания зубчатых колес диаметром до 9 м.
Для обработки шестеренных валов применяются станки с горизонтальной осью расположения заготовки. На этих станках имеется возможность производить обработку цилиндрических шестерен с прямыми, косыми и шевренными (с канавкой) зубьями червячной фрезой и методом единичного деления пальцевой и дисковыми фрезами а также колес с закрытым углом шеврона пальцевой фрезой. Наиболее крупная модель 5375 рассчитана на обработку шестеренных валов диаметром до 1250 мм при наибольшей длине фрезерования 3000 мм и максимальной длине вала 5500 мм; наибольший модуль нарезаемых шестерен червячной фрезой 30 и пальцевой 50. Точность работы этих станков при работе пальцевыми фрезами соответствует обычно 9 степени.
Зарубежные фирмы выпускают зубофрезерные станки с горизонтальной осью заготовки более узкого назначения, работающие только пальцевыми фрезами, которые применяются в основном для нарезания шевронных валов шестеренных клетей прокатных станов и аналогичных силовых передач. Станки такого типа изготовляются для нарезания шестеренных валов диаметром до 1500 мм и максимальным модулем 75. В некоторых случаях на них обрабатываются крупномодульные прямозубые шестерни.
Для прямозубых колес в зависимости от точности зацепления нарезание пальцевой фрезой может быть окончательной или только черновой операцией с последующей чистовой обработкой червячной фрезой.
Зубодолбежные станки, работающие долбяком-шестерней, находят ограниченное применение вследствие их меньшей универсальности, более низкой производительности и точности и относительно сложного инструмента. Они используются для нарезания шевронных передач без канавки в тех случаях, когда работа пальцевой фрезой не обеспечивает необходимой точности, например, шестеренных валов быстроходных шестеренных клетей, венцов мельниц и других передач, а также венцов внутреннего зацепления. Точность колес, нарезаемых на этих станках, обычно соответствует восьмой степени. На заводах тяжелого машиностроения встречаются станки этого типа иностранных фирм для зубчатых колес диаметром 6 и 8 м до модуля 36, а также более мелкие модели для колес диаметром 1200-1600 мм с максимальным модулем 12.
Образование шевронных зубьев достигается наличием двух винтовых копиров и работой двух попеременно режущих косозубых долбяков. Правая сторона колеса нарезается левым долбяком, а левая соответственно правым. Замена винтовых копиров и косозубых долбяков одним прямым копиром и прямозубым долбяком позволяет нарезать колеса с прямыми зубьями. Применение специального приспособления, которое устанавливается на долбежную головку, дает возможность нарезать венцы с внутренним зацеплением.
Зубострогальные станки, работающие долбяком-гребенкой, обеспечивают высокую точность профиля нарезаемых колес и хорошую чистоту обрабатываемой поверхности. Однако конечная длина гребенки приводит при нарезании к необходимости пересопряжения положения колеса и инструмента, процесс зубонарезания периодически прерывается, и в зависимости от конструкции станка колесо или гребенка возвращаются в исходное положение. Так продолжается до тех пор, пока не будут нарезаны поочередно все зубья. Это приводит к появлению дополнительных погрешностей окружного шага нарезаемого колеса вследствие ошибок пересопряжения и местного износа винта подачи стола или винта подачи инструмента.
Таким образом, на станках, работающих гребенкой, зубчатые колеса обычно получаются более низких степеней точности, чем при нарезании червячной фрезой.
Станки, работающие гребенкой, существуют двух видов: типа Сондерлянд, на которых косозубые и шевронные колеса нарезаются с применением сменных направляющих и соответствующих комплектов косозубых гребенок для каждого угла, и типа Мааг, у которых нарезание прямых и косозубых колес с любым углом наклона зубьев производится для каждого модуля одной и той же прямозубой гребенкой.
Станки первого типа имеют горизонтальное расположение оси заготовки, и на них могут выполняться зубчатые колеса с прямыми, косыми и шевронными зубьями. Шевронные зубья могут нарезаться без канавки для выхода инструмента.
Станки второго типа имеют вертикальное расположение оси заготовки, и на них выполняются те же работы, за исключением того, что шевронные колеса нарезаются только при наличии канавки для выхода инструмента. Эти станки могут быть оборудованы дополнительной головкой, и тогда появляется возможность при помощи долбяка шестерни нарезать венцы внутреннего зацепления.
Станки типа «Сандерлен» производства фирмы «Паркинсон» в силу указанных причин встречаются на заводах тяжелого машиностроения редко и представлены отдельными моделями, позволяющими вести обработку зубчатых колес диаметром; до 2000 мм.
Станки типа «Мааг» встречаются чаще, однако также относительно (некрупных моделей для нарезания колес диаметром до 1800 мм с максимальным модулем 20. В практике за рубежных заводов применяются станки этого типа для зубчатых колес диаметром до 3000 мм и максимальным модулем 25 (модель SН-300).
Для достижения высокой точности в некоторых случаях находят применение зубоотделочные процессы: шевингование и даже шлифование профиля зубьев. Отечественное станкостроение для шевингования крупных зубчатых колес выпускает станки модели 5706 и 5708. Последняя модель позволяет шевинговать колеса диаметром до 4000 мм при ширине обода до 2400 мм с максимальным модулем 16. За рубежом Щевинговальные станки выпускает английская фирма «Дэвид Браун» для колес диаметром 5080 мм при ширине обода 2540 мм (модель 3200Н). Наиболее крупный зубошлифовальный станок изготовлен фирмой «Мааг» (модель Н55-360). На этом станке можно шлифовать колеса диаметром до 3600 мм при ширине 1000 мм и максимальном модуле 20.
ЗУБОРЕЗНЫЙ СТАНОК
ЗУБОРЕЗНЫЙ СТАНОК
станок для нарезания зубьев различных шестерен при помощи фрез по так наз. делительному методу или методом обкатки. В первом случае пользуются плоскими фрезами с постоянным профилем, во втором -червячными. Существуют З. с. для нарезки только винтовых, шевронных или конических шестерен, а также универсальные для нарезки прямых и винтовых цилиндрических зубьев.
Технический железнодорожный словарь. - М.: Государственное транспортное железнодорожное издательство . Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 .
Смотреть что такое "ЗУБОРЕЗНЫЙ СТАНОК" в других словарях:
ЗУБОРЕЗНЫЙ, зуборезная, зуборезное (тех.). Служащий для нарезки и обработки зубцов, зубчатых колес. Зуборезный станок. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЗУБОРЕЗНЫЙ, ая, ое (спец.). Служащий для изготовления зубцов, зубчатых частей. З. станок. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Металлорежущий инструмент для обработки зубчатых колёс, червячных и храповых колёс, шлицевых валиков и др. деталей с зубьями. В зависимости от метода зубонарезания применяют модульные дисковые или пальцевые фрезы (См. Фреза) и зуборезные… …
Ая, ое. Предназначенный, служащий для обработки зубьев. З. станок … Энциклопедический словарь
зуборезный - ая, ое. Предназначенный, служащий для обработки зубьев. Зуборе/зный станок … Словарь многих выражений
Металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого инструмента (см. Зуборезный инструмент) различают зубофрезерные, зубодолбёжные, зубострогальные, зубоотделочные… … Большая советская энциклопедия
Ая, ое. Предназначенный, служащий для обработки зубьев (см. зуб во 2 знач.). Зуборезный станок … Малый академический словарь